
半球内孔轴类零件
根据图1所示的零件,制定数控车削加工工艺(单件小批量生产),所用机床为CK6136S数控车床(FANUC 0i-TD数控系统)。
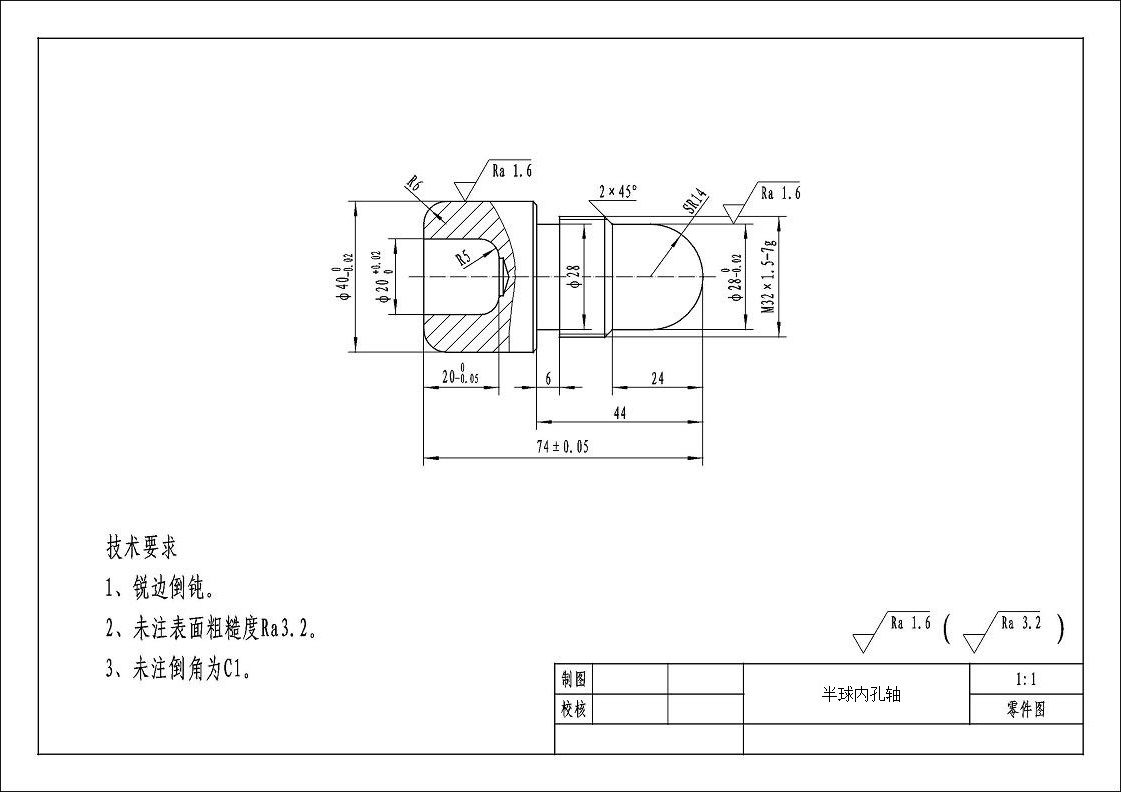
图1 半球内孔轴
1.工艺分析
该零件表面由内、外圆柱面、圆弧及外螺纹等表面组成,其中多个直径尺寸与轴向尺寸有较高的尺寸精度和表面粗糙度要求。零件图尺寸标注完整,符合数控加工尺寸标注要求;轮廓描述清楚完整;零件材料为45钢,切削加工性能较好,无热处理和硬度要求。
通过上述分析,采取以下几点工艺措施:
1)零件图上带公差的尺寸,因公差值较小,在编程时不必取其平均值,而取基本尺寸即可(其公差尺寸的保证主要是通过修改刀具半径值的方法来完成)。
2)左、右端面均为多个尺寸的设计基准,相应工序加工前,应该先将左、右端面车出来并钻好内孔的底孔。
3)零件加工时需左右掉头各装夹一次。
2.确定加工装备
选用浙江凯达机床股份有限公司生产的SK6136S数控车,配置系统为FANUC 0i mate-TD系统,配置标准三爪卡盘及卡盘钥匙,如图2所示。
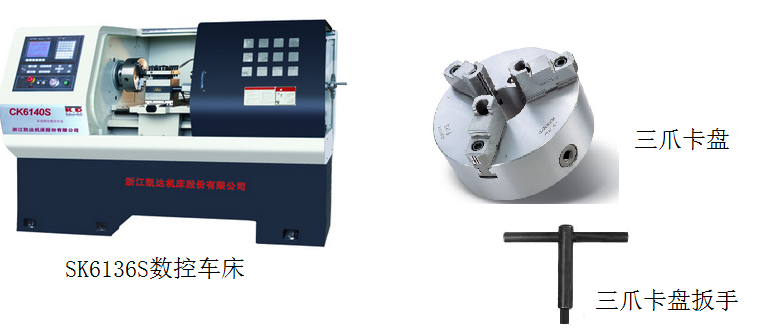
图2 加工装备
3.确定装夹方案
采用三爪自动定心卡盘夹紧。加工零件时,先用三爪卡盘夹持零件右端,加工左端φ40外圆及圆弧、φ20内孔及圆弧。掉头用三爪卡盘夹持零件左端φ40外圆,加工出右端全部尺寸。
4.确定加工顺序及走刀路线
加工顺序的确定按由外到内、由粗到精、由近到远的原则确定,在一次装夹中尽可能加工出较多的工件表面。由于该零件为单件生产,走刀路线设计不必考虑最短进给路线或最短空行程路线,编程时车削走刀路线沿零件轮廓顺序进行。
5.刀具选择
将所选定的刀具参数填入数控加工刀具卡片中,以便于编程和操作管理。
数控加工刀具卡片
|
产品名称或代号 |
× × ×× × × |
零件名称 |
× × × |
零件图号 |
× × |
||||||||||
|
序号 |
刀具号 |
刀具规格名称 |
数量 |
加工表面 |
刀尖半径mm |
备注 |
|||||||||
|
1 |
T01 |
93°外圆尖头右手偏刀 |
1 |
车端面、粗加工 |
0.4 |
20×20 |
|||||||||
|
2 |
T02 |
93°外圆尖头右手偏刀 |
1 |
精加工 |
0.2 |
20×20 |
|||||||||
|
3 |
T03 |
Φ12内孔车刀 |
1 |
内孔粗、精加工 |
0.2 |
Φ12 |
|||||||||
|
4 |
T04 |
3mm外切槽刀 |
1 |
切槽 |
|
20×20 |
|||||||||
|
5 |
T05 |
60°外螺纹车刀 |
1 |
车M32外螺纹 |
|
20×20 |
|||||||||
|
编制 |
× × × |
审核 |
× × × |
批准 |
× × × |
××年 ×月×日 |
共1页 |
第1页 |
|||||||
6.切削用量选择
根据被加工表面质量要求、刀具材料和工件材料,参考切削用量手册或有关资料选取切削速度与每转进给量,计算结果填入工序卡中。
背吃刀量的选择因粗、精加工而有所不同。粗加工时,在工艺系统刚性和机床功率允许的情况下,尽可能取较大的背吃刀量,以减少进给次数;精加工时,为保证零件表面粗糙度要求,背吃刀量一般取0.l~0.4 mm较为合适。
7.数控加工工艺卡片拟订
将前面分析的各项内容综合成如表所示的数控加工工艺卡片。
数控加工工序卡
|
工厂名称 |
× × × |
产品名称或代号 |
零件名称 |
零件图号 |
||||||||||
|
中级工练习件 |
半球内孔轴 |
06 |
||||||||||||
|
工序号 |
程序编号 |
夹具名称 |
使用设备 |
车间 |
||||||||||
|
001 |
× × × |
三爪卡盘 |
CK6136S |
× × × |
||||||||||
|
工步号 |
工步内容 |
刀具号 |
刀具规格mm |
主轴转速 r/min |
进给速度mm/r |
背吃刀量mm |
备注 |
|||||||
|
1 |
夹持右端、车左端端面 |
T01 |
20×20 |
800 |
|
|
手动 |
|||||||
|
2 |
粗车φ40外圆、R6圆弧 |
T01 |
20×20 |
800 |
0.2 |
2 |
自动 |
|||||||
|
3 |
精车φ40外圆、R6圆弧 |
T02 |
20×20 |
1000 |
0.1 |
|
自动 |
|||||||
|
4 |
粗车φ20内孔、R5圆弧 |
T03 |
Φ6 |
800 |
0.2 |
1 |
自动 |
|||||||
|
5 |
精车φ20内孔、R5圆弧 |
T03 |
Φ6 |
1000 |
0.1 |
|
自动 |
|||||||
|
6 |
掉头装夹,车另一端面并保证总长尺寸 |
T01 |
20×20 |
800 |
|
|
手动 |
|||||||
|
7 |
粗车圆弧、φ28外圆、螺纹外圆 |
T01 |
20×20 |
800 |
0.2 |
2 |
自动 |
|||||||
|
8 |
精车圆弧、φ28外圆、螺纹外圆 |
T02 |
20×20 |
1000 |
0.1 |
|
自动 |
|||||||
|
9 |
切6×φ28退刀槽 |
T04 |
20×20 |
400 |
0.1 |
|
自动 |
|||||||
|
10 |
车M32×1.5螺纹 |
T05 |
20×20 |
400 |
1.5 |
|
自动 |
|||||||
|
编制 |
××× |
审核 |
××× |
批准 |
××× |
××年×月×日 |
共1页 |
第1页 |
||||||
8. 加工程序
夹毛坯,加工φ40一端程序:(毛坯尺寸为φ42,底孔为φ8)
O0061;
T0101; (转换粗加工刀具,同时建立工件坐标系)
M03 S800;
G00 X44 Z2; (刀具快速移动到加工起始点)
G71 U2 R0.5; (粗加工循环指令)
G71 P10 Q20 U0.3 W0.05 F0.2;
N10 G00 G42 X28; (精加工循环起始,并建立刀尖圆弧补偿)
G01 Z0 F0.1;
G02 X40 Z-6 R6;
G01 Z-32; (工艺长度)
N20 G40 X42; (精加工循环结束,并取消刀尖圆弧补偿)
G00 X80 Z100; (退刀)
T0202; (转换精加工刀具,同时建立工件坐标系)
G00 X44 Z2; (刀具快速移动到精加工循环起点)
M03 S1000;
G70 P10 Q20; (精加工循环指令)
G00 X80 Z100;
T0303; (转换成内孔加工刀具,同时建立工件坐标系)
M03 S800;
G00 X7 Z2; (刀具快速移动到加工起始点)
G71 U1 R0.5; (粗加工循环指令)
G71 P30 Q40 U0.2 W0.05 F0.2;
N30 G01 G41 X20 F0.1; (精加工循环起始,并建立刀尖圆弧补偿)
Z-15;
G03 X10 Z-20 R5;
N40 G40 G01 X8;
M03 S1000;
G70 P30 Q40; (精加工内孔)
G00 X80;
Z100;
M30; (程序结束)
掉头加工另一端程序:
O0062;
T0101;
M03 S800;
G00 X44 Z2; (刀具快速移动到加工起始点)
G71 U2 R0.5; (粗加工循环指令)
G71 P10 Q20 U0.3 W0.05 F0.2;
N10 G00 G42 X0; (精加工循环起始,并建立刀尖圆弧补偿)
G01 Z0 F0.1;
G02 X28 Z-14 R14;
G01 Z-24;
X32 W-2;
Z-44;
N20 G40 X42; (精加工循环结束,并取消刀尖圆弧补偿)
G00 X80 Z100; (退刀)
T0202;
G00 X44 Z2; (刀具快速移动到精加工循环起点)
M03 S1000;
G70 P10 Q20; (精加工循环指令)
G00 X80 Z100;
T0404; (转换成切槽刀具,同时建立工件坐标系)
M03 S400;
G00 X34 Z-41; (刀具快速移动到加工起始点)
G75 R0.5; (切槽加工循环指令)
G75 X28 Z-44 Q2000 F0.1;
G00 X80;
Z100;
T0505; (转换成螺纹刀具同时建立工件坐标系)
M03 S400;
G00 X34 Z-21; (刀具移动到螺纹加工起始点)
G92 X31.2 Z-40 F1.5; (X轴向切入0.8mm,第一次螺纹加工,刀具自动返回起点)
X30.6 (X轴向再切入0.6mm,第二次螺纹加工,刀具自动返回起点)
X30.2 (X轴向再切入0.4mm,第三次螺纹加工,刀具自动返回起点)
X30.04 (X轴向再切入0.16mm,第四螺纹次加工,刀具自动返回起点)
G00 X80 Z100; (退刀)
M30; (程序结束)