
螺纹配合零件
根据图1、图2、图3所示的零件,制定数控车削加工工艺(单件小批量生产),所用机床为CK6140S数控车床(FANUC 0i-TD数控系统)。
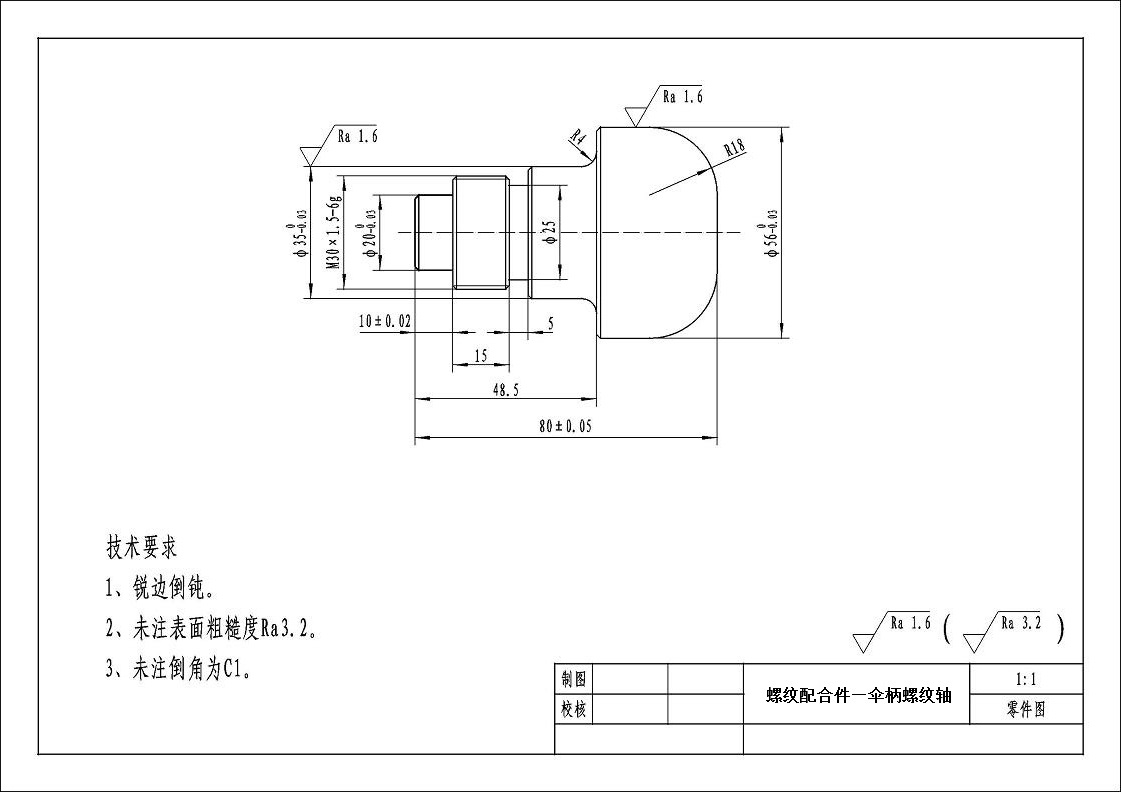
图1伞柄螺纹轴
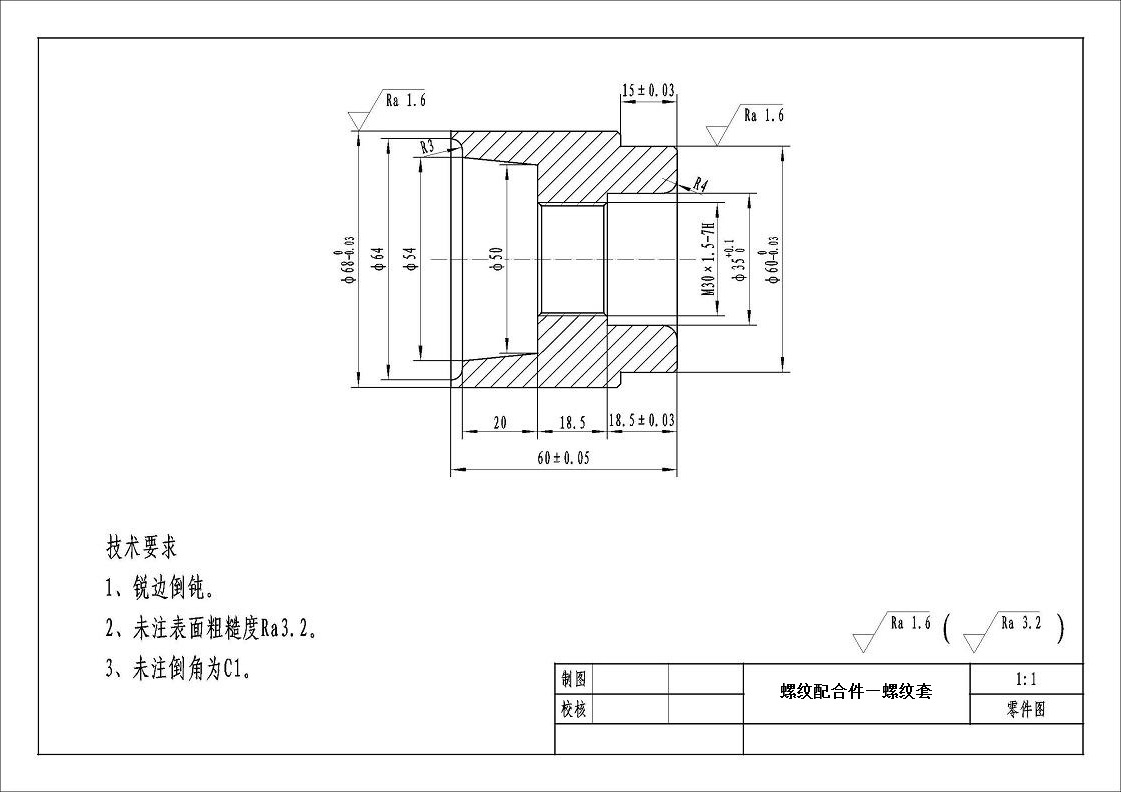
图2螺纹套
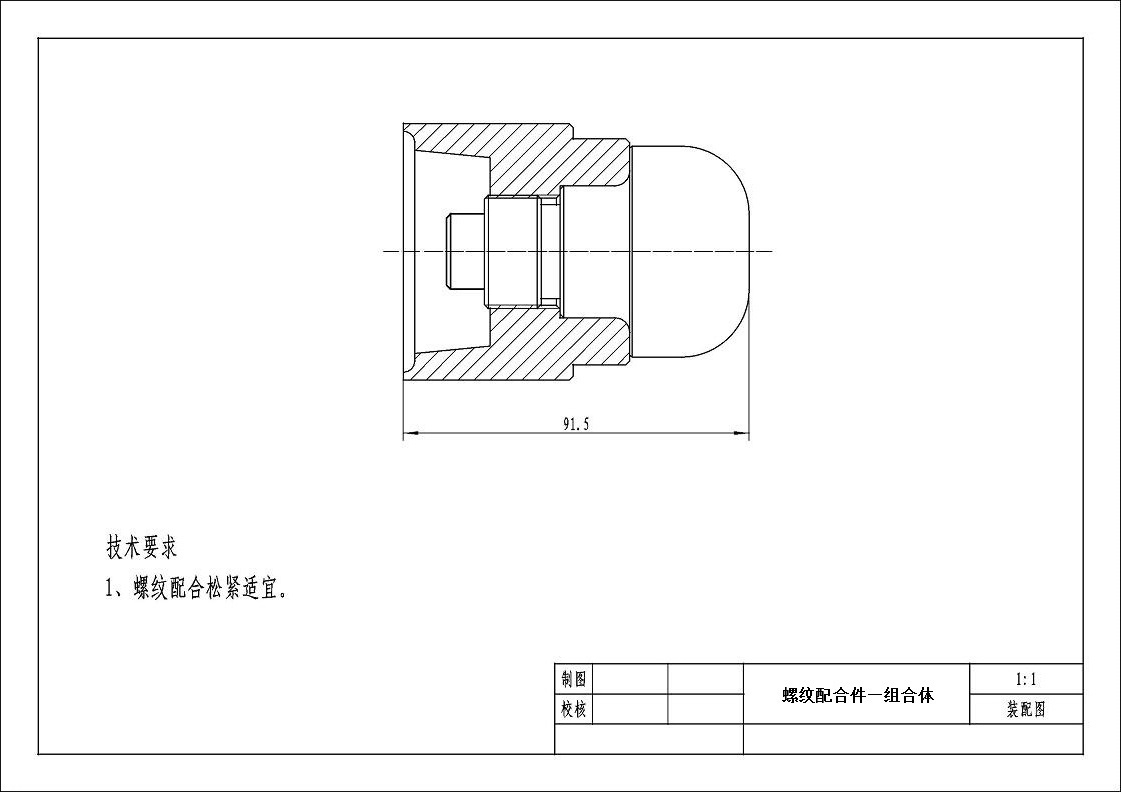
图3螺纹配合件—组合体
1.工艺分析
该组合件由轴类和套类两个零件组成。组合件表面由内外圆柱面、内外圆锥面、圆弧及外螺纹等表面组成,其中多个直径尺寸与轴向尺寸有较高的尺寸精度和表面粗糙度要求。零件图尺寸标注完整,符合数控加工尺寸标注要求;轮廓描述清楚完整;零件材料为45钢,切削加工性能较好,无热处理和硬度要求。
通过上述分析,采取以下几点工艺措施:
1)零件图上带公差的尺寸,因公差值较小,故编程时不必取其平均值,而取基本尺寸即可(其公差尺寸的保证主要是通过修改刀具半径值的方法来完成)。
2)该组合零件左、右端面均为多个尺寸的设计基准,相应工序加工前,应该先将组合零件的左、右端面车出来。
3)两个零件在加工时需左右掉头各装夹一次。
2.确定加工装备
选用浙江凯达机床股份有限公司生产的SK6406S数控车,配置系统为FANUC 0i mate-TD系统,配置标准三爪卡盘及卡盘钥匙,如图4所示。
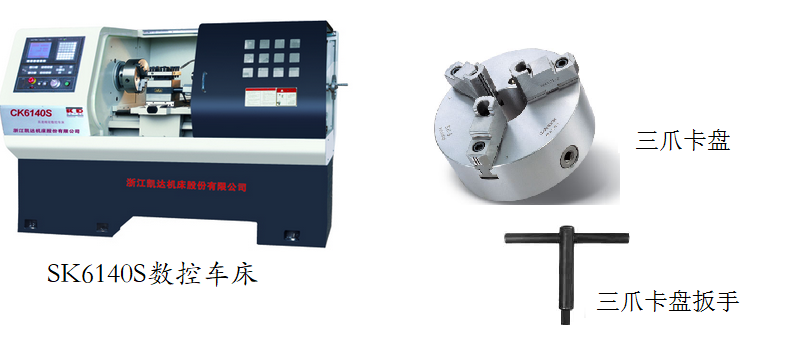
图4 加工装备
3.确定装夹方案
1)采用三爪自动定心卡盘夹紧。先加工套类零件,用三爪卡盘夹持毛坯零件的右端,加工左端端面并钻底孔,车φ68外圆,车内圆弧、内锥、内螺纹。掉头用三爪卡盘夹零件的φ68外圆,车右端内外其余尺寸。
2)加工轴类零件时,用三爪卡盘夹持毛坯零件左端,加工右端端面,外圆弧及φ56外圆。掉头用三爪卡盘夹持零件右端φ56外圆,加工出左端的外圆、螺纹及圆弧尺寸。
4.确定加工顺序及走刀路线
加工顺序的确定按由外到内、由粗到精、由近到远的原则确定,在一次装夹中尽可能加工出较多的工件表面。由于该零件为单件生产,走刀路线设计不必考虑最短进给路线或最短空行程路线,编程时车削走刀路线沿零件轮廓顺序进行。
5.刀具选择
将所选定的刀具参数填入数控加工刀具卡片中,以便于编程和操作管理。
数控加工刀具卡片
|
产品名称或代号 |
× × ×× × × |
零件名称 |
× × × |
零件图号 |
10 |
||||||||||
|
序号 |
刀具号 |
刀具规格名称 |
数量 |
加工表面 |
刀尖半径mm |
备注 |
|||||||||
|
1 |
T01 |
93° 外圆尖头右手偏刀 |
1 |
车端面、粗加工 |
0.4 |
20×20 |
|||||||||
|
2 |
T02 |
93° 外圆尖头右手偏刀 |
1 |
精加工 |
0.2 |
20×20 |
|||||||||
|
3 |
T03 |
Φ16内孔车刀 |
1 |
粗、精内孔加工 |
|
Φ16 |
|||||||||
|
4 |
T04 |
3mm外切槽刀 |
1 |
切槽 |
|
20×20 |
|||||||||
|
5 |
T05 |
60°外螺纹车刀 |
1 |
车M30外螺纹 |
|
20×20 |
|||||||||
|
6 |
T06 |
60°内螺纹车刀 |
1 |
车M30内螺纹 |
|
Φ16 |
|||||||||
|
编制 |
× × × |
审核 |
× × × |
批准 |
× × × |
××年 ×月×日 |
共1页 |
第1页 |
|||||||
6.切削用量选择
根据被加工表面质量要求、刀具材料和工件材料,参考切削用量手册或有关资料选取切削速度与每转进给量,计算结果填入工序卡中。
背吃刀量的选择因粗、精加工而有所不同。粗加工时,在工艺系统刚性和机床功率允许的情况下,尽可能取较大的背吃刀量,以减少进给次数;精加工时,为保证零件表面粗糙度要求,背吃刀量一般取0.l~0.4 mm较为合适。
7.数控加工工艺卡片拟订
将前面分析的各项内容综合成如表所示的数控加工工艺卡片。
数控加工工序卡1
|
工厂名称 |
× × × |
产品名称或代号 |
零件名称 |
零件图号 |
||||||||||
|
高级工练习件 |
螺纹套 |
10 |
||||||||||||
|
工序号 |
程序编号 |
夹具名称 |
使用设备 |
车间 |
||||||||||
|
001 |
× × × |
三爪卡盘 |
CK6136S |
× × × |
||||||||||
|
工步号 |
工步内容 |
刀具号 |
刀具规格mm |
主轴转速 r/min |
进给速度mm/r |
背吃刀量mm |
备注 |
|||||||
|
1 |
夹持毛坯零件右端、车左端端面 |
T01 |
20×20 |
800 |
|
|
手动 |
|||||||
|
2 |
粗车φ68外圆保证长度46mm |
T01 |
20×20 |
800 |
0.2 |
2 |
自动 |
|||||||
|
3 |
精车φ68外圆保证长度46mm |
T02 |
20×20 |
1000 |
0.1 |
|
自动 |
|||||||
|
4 |
粗车内R3圆弧、内锥、内螺纹外径 |
T03 |
Φ16 |
800 |
0.2 |
1 |
自动 |
|||||||
|
5 |
精车内R3圆弧、内锥、内螺纹外径 |
T03 |
Φ16 |
1000 |
0.1 |
|
自动 |
|||||||
|
6 |
车M30×1.5内螺纹 |
T06 |
Φ16 |
400 |
1.5 |
|
自动 |
|||||||
|
7 |
掉头夹φ68外圆,车另一端面并保证总长尺寸 |
T01 |
20×20 |
800 |
|
|
手动 |
|||||||
|
8 |
粗车φ60外圆 |
T01 |
20×20 |
800 |
0.2 |
2 |
自动 |
|||||||
|
9 |
精车φ60外圆 |
T02 |
20×20 |
1000 |
0.1 |
|
自动 |
|||||||
|
10 |
粗车φ35内孔、R4内圆弧 |
T03 |
Φ16 |
800 |
0.2 |
1 |
自动 |
|||||||
|
11 |
精车φ35内孔、R4内圆弧 |
T03 |
Φ16 |
1000 |
0.1 |
|
自动 |
|||||||
|
编制 |
××× |
审核 |
××× |
批准 |
××× |
××年×月×日 |
共1页 |
第1页 |
||||||
数控加工工序卡2
|
工厂名称 |
× × × |
产品名称或代号 |
零件名称 |
零件图号 |
||||||||||
|
高级工练习件 |
伞柄螺纹轴 |
| ||||||||||||